
Case History #1 Various Machines Creating Long Set-Up Time
CASE HISTORY
COMPANY:
Spence Engineering Co. Inc.
Walden, NY
PROBLEM:
Numerous processes on various machines creating long set-up times, quality issues and low production capacity.
SOLUTION:
Combining machine processes to a mill/turn machine with quick change work holding jaws.
Spence Engineering has been a leader in the steam regulation industry for over 80 years.
Today, Spence continues its history of innovations in the developing of solutions for the quality manufacturing of specialty steam and fluid control products used in the HVAC and industrial marketplaces. Their Flow Control Products can be found in the Sears Tower, Chicago, and the Time-Warner Building and Rockefeller Center in New York City…as well as manufacturing facilities including Ford Motor Company, General Motors and DuPont.
This spirit for innovation in their products has also been evident in their manufacturing processes. For over 80 years, Spence Engineering’s recognition of the importance in manufacturing quality parts in the most cost efficient and effective processes has assured its leadership in their field.
Recently, Spence engineers began to look at the current machining process for their popular, high volume E type bodies. It was obvious that the current process involved too many set-ups combined with a growing number of aging machinery. Scheduling product proved to be difficult because the current process called for nine (9) operations by over seven (7) machines. Good process flow was deterred because the cycle to complete a part depended on the workload at each machine combined with the uptime on each machine. If one machine in the process went down, it just caused a log jam in the process.
Obviously, the downtime machine would have parts backed up ready to process before they could continue in the work flow. The downtime, coupled with the set-up time for each operation, makes the process very costly… as well as time consuming. schedules can’t be met. Thus, causing problems because now workflow is lagging and parts seem to be rushed through the process…adding to that old cliché “Haste Makes Waste.”
Engineers Tom Forstner and Tony Bianchi thoroughly reviewed the process to determine possible ways to…
-
improve productivity.
-
reduce set-up time.
-
decrease the number of processes.
-
improve overall quality.
Contacting their suppliers for assistance and suggestions, they turned to machine builders, tooling vendors and chuck manufacturers. Each vendor was invited to their Walden, New York facility to observe how the parts were currently processed and what bottlenecks needed to be addressed. This allowed everyone to see the issues first hand and make their recommendations to best improve the process.
Having worked with and supplied work holding products to Spence Engineering for many years, Royal Machine & Tool’s design and engineering specialists were familiar with Spence’s manufacturing and production requirements. Together with Spence plant management they reviewed the inefficient manufacturing process. The recommended successful solution was a clamping method which could secure the part(s) and allow the complete machining of the part(s)…plus transfer to a sub spindle in a single machine process.
By decreasing the number of processes and machines, Spence Engineering reduced set-up time by 90%… downtime by 15%…and greatly increased their quality consistency.
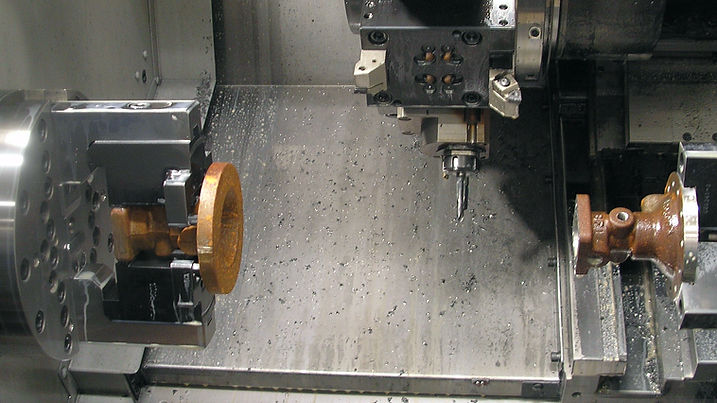
Typical set-up on mill/turn lathe machining a complete part in a single set-up